铜钎料
用作钎料的纯铜和铜合金。纯铜钎料有一般纯铜T2、无氧铜TU2和脱氧铜TUP。铜合金钎料有铜锌钎料、铜镍钎料、铜磷钎料、铜锰钎料和铜锗钎料等。
一般纯铜钎料的最大优点是其氧化物容易被还原,并对铜、镍等金属有良好的浸润性,很容易流入接头间隙中去。铜钎料缺点是熔点高,容易使钎焊的基体金属晶粒长大而降低其力学性能。一般纯铜钎料可在真空或保护气氛中钎焊碳钢、低合金钢、不锈钢、镍、铜镍合金、钨和钼等。在还原气氛中钎焊时,应采用无氧铜钎料或脱氧铜钎料。
铜锌钎料 以锌为主要合金元素的铜钎料。在铜中加入锌,合金的熔点随锌含量的增加而逐渐降低。但当锌含量超过39%时,会相继出现脆性的β相和γ相,使合金变脆而难于加工成材,所以铜锌钎料的含锌量一般都在40%左右。在铜锌合金中添加0.5%以下的硅,可减少焊接时锌的蒸发;添加1%以下的锡既能减少锌的蒸发,又能提高钎料的流动性和耐蚀性;添加少量的银和铁,能细化晶粒和提高接头的强度,银还能提高其浸润性;添加少量的锰和镍,能提高其浸润性、接头强度和耐蚀性。主要铜锌钎料的化学成分和力学性能列于表1。
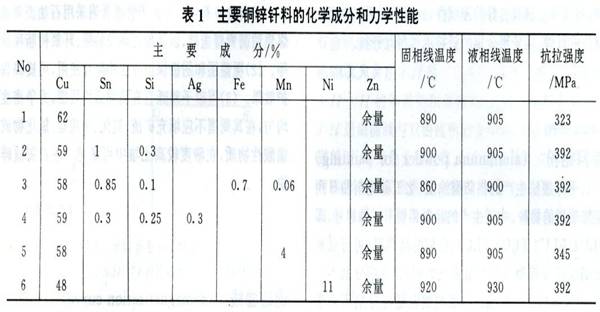
表中1~4号铜锌钎料用于钎焊铜、铜镍合金、钢和灰口铸铁;含锰4%的锰黄铜钎料广泛用于硬质合金刀具、工具和模具的钎焊;含镍11%的镍黄铜钎料,适用于各种低碳钢、铸铁、镍合金等的钎焊,也可用于钎焊硬质合金刀具。铜锌钎料由于锌易于蒸发,不能采用真空钎焊。在用火焰钎焊时,要注意操作温度不要过高,并要采取抽风等措施,以防氧化锌中毒。
铜镍钎料 以镍为主要合金元素的铜钎料。它除含有镍以外,一般还含有少量的硅、硼等元素。Cu一28Ni一2Si—0.2B是应用较广的铜镍钎料。它具有很高的接头强度和良好的耐热性。在600,C以下的抗拉强度与1Cr18Ni9Ti不锈钢几乎相等,其钎焊接头可在600c下长期工作,可在700'C下瞬时工作。此外,它还有良好的钎焊性能,适于火焰钎焊、真空钎焊和氩气保护钎焊,被广泛用于不锈钢和耐热合金的钎焊。其缺点是熔点太高(1122~1166C),钎焊不锈钢时容易引起基体金属晶粒长大、表面麻点、晶间渗入和熔蚀等缺陷。为了降低这种钎料的熔点,中国研制出一种含镍较低的铜镍钎料,其成分为Cu-18Ni-5Mn-5Co-1.7Si-0.2B。其熔点比上述钎料降低近100rC,而其接头力学性能几乎相同。但由于这种钎料含有锰,因而不能用于真空钎焊。
铜磷钎料
以磷为主要合金元素的铜钎料。铜与磷能形成低熔点共晶,共晶点成分为8.38%P,共晶温度为714C。由于共晶点成分的合金很脆.所以铜磷钎料的含磷量 大都低于共晶点成分。在铜中加入磷除能显著降低熔点外,还能大大提高其浸润性和流动性,并由于磷能还原氧化铜使钎料具有自钎剂作用,钎焊铜时无需另加钎 剂。铜磷合金中加入银能进一步降低其熔点,还能改善其塑性和加工性能,并提高其强度和电导性。加入少量的锑,也能降低其熔点和提高其塑性。所以有的铜磷钎 料还含有银和锑。常用的铜磷钎料的化学成分和力学性能列于表2。
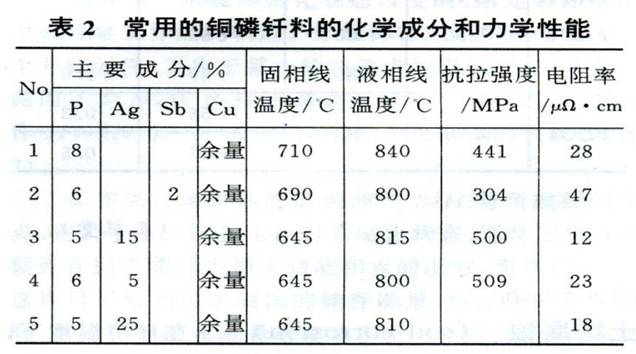
铜磷钎料具有熔点低、钎焊工艺性能好、接头电导性高等特点,而且价格比较便宜,所以在电机工业 中得到广泛的应用。适于用火焰、高频、低频、电阻等钎焊方法钎焊铜合金,但不宜钎焊铁和镍,因铁或镍与磷所形成的磷化物会使接头变脆。铜磷钎料的最大缺点 是性821fu涂脆,难于加工成材,而且钎焊接头不能承受冲击和弯曲。
铜锰钎料
典型的铜锰钎料是Cu-31.5Mn-10C0合金,它不但熔点较高(943℃)而且其钎焊接头具有良好的综合性能,可用于钎焊在高温下工作的不锈钢部件。但它只能在保护性气氛中钎焊。
铜锗钎料
最常用的铜锗钎料是Cu-12Ge-0.2Ni,它的熔点低(850C),不含有挥发性元素,对铜、镍、可伐等金属有良好的浸润性,因而广泛用于电真空器件的钎焊,陶瓷跟金属的钎接也可用此钎料。
相关链接 >>
上一篇:铜排
下一篇:铜阀门的简介





 sales@chinatungsten.com
sales@chinatungsten.com