使用介紹
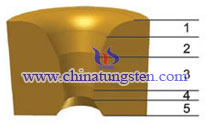
1.入口區:由入口區至工作區一般是圓弧過渡,便於拉制材料進入工作區,而不致於被模孔梭緣擦傷。
2.潤滑區:其作用是儲存潤滑劑,並使拉制材料得到潤滑,利於拉制過程的順利進行。
3.工作區:是金屬拉伸的塑性變形區,這個區的選擇主要是長度和錐角。長度過小,被拉伸的金屬對鎢鋼拉伸模具的工作區將產生過大的壓力,而使拉應力顯著增加,導致鎢鋼拉伸模具的磨損加快,使拉制的金屬線材壓縮和伸長截面積減小;工作區的長度隨拉制材料及其直徑和潤滑情況而不同,其選擇原則是:1)拉制軟金屬線材時,應比拉制硬金屬線材短,2)拉制小直徑線材時,應比大直徑線材短,3)濕式潤滑拉伸時,應比幹式潤滑拉伸短。工作錐角:拉制鋼材時,工作錐角較小,而拉制有色金屬及其合金時,工作錐角則應較大。
4.定徑區:拉伸制品通過定徑區得到最終尺寸,定徑區的長度視拉制材料的硬度、截面積大小和潤滑情況而有不同;若過長,在拉制過程中會增加摩擦力,鎢鋼拉伸模具溫度升高,影響模具壽命,同時也會增加拉應力,拉伸時的斷線率就會增高,電力消耗也增大;若定徑區過短,在拉伸時工作錐發生變化時會影響拉制品尺寸;一般拉制軟金屬材料的較拉制硬金屬材料的短,拉制大直徑材料的較拉制小直徑材料的短,濕式拉伸的較幹式拉伸的短。
5.出口區和出口錐角:出口區是拉制材料離開模孔最後通過的部分,它起保護定徑區不致崩裂的作用;出口錐角是用以保證被拉伸金屬不致擦傷定徑區出口處而影響出線質量,出口區不宜過短,否則,鎢鋼拉伸模具的出口端容易破裂;在制造模具時,必須將出口區和定徑區連接部分的尖棱磨去,使之成圓弧過渡,以保證線材通過時,不致被擦傷。





 sales@chinatungsten.com
sales@chinatungsten.com