硬质合金切削刀具
经硬质合金切削刀具加工后的零件能获得要求的尺寸精度与表面质量,是机械制造业中最基本的加工方法。切削加工是指利用硬质合金切削刀具切除被加工零件多余材料的方法。使用硬质合金切削刀具的切削加工在国民经济中占有重要地位。
我国切削加工技术发展概况
古代我国切削加工方面有着光辉的成就。公元前二千多年的青铜时代已出现了金属切削的萌芽。当时青铜刀、锯、锉等已经类似于现代的工具。
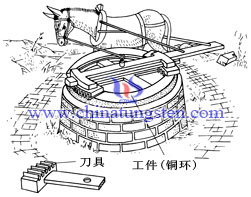
公元1668年(明代)加工2m直径的天文仪器铜环,其外径、内孔、平面及刻度的精度与表面粗糙度均达到相当高的水平。如图所示,当时采用畜力带动铣刀进行铣削,用磨石进行磨削。铣刀已类似现代的镶片铣刀,刀片磨钝后用图所示的脚踏刃磨机刃磨。
| 1668年的畜力铣磨机 | 1668年的脚踏刃磨机 |
 |
 |
| 古时采用畜力带动铣刀进行铣削。 | 刀片磨钝后用脚踏刃磨机刃磨。 |
在长期生产实践中,古人已注意总结硬质合金切削刀具的使用经验。由明代张自烈所著《正字通》可见,古人已十分强调切削刃的作用,正确阐明了切削刃的利与坚的关系。对切削原理已有了朴素的唯物辩证的论述。
近代历史中,我国机械工业非常落后。据统计,直到1915年上海荣昌泰机器厂才制造出国产的第一台车床,1947年民用机械工业只有三干多家,拥有机床两万多台。当时使用的是工具钢刀具,切削速度很低。
新中国成立以来,我国切削加工技术得到飞速的发展。20世纪50年代起广泛使用了硬质合金(硬质合金切削刀具),推广高速切削、强力切削、多刀多刃切削,兴起了改革硬质合金切削刀具的热潮。有关单位不断生产出了新型切削刀具材料,如高生产率高速钢、粉末高速钢、涂层刀具材料、复合陶瓷、超硬刀具材料等等。
21世纪使用的硬质合金切削刀具材料更加广泛,传统的高速钢、硬质合金材料的技术性能不断提高。超硬材料如切削陶瓷、聚晶立方氮化硼、聚晶金刚石切削刀具得到了更多的应用。化学涂层和物理涂层技术的不断发展,使新型复合涂层材料日新月异。当今切削刀具的材料种类众多,除传统的金属材料外,非金属材料也愈来愈多。从软的橡胶、塑料到坚硬的花岗岩石。从普通的钢材到高强度钢、钛合金、冷硬铸铁、淬硬钢以及70HRC左右的热喷涂等硬材料。
厦门中钨在线科技有限公司可提供各种规格和牌号的硬质合金切削刀具,也可根据客户要求订制各种非标产品。欢迎咨询与选购 sales@chinatungsten.com, sales@xiamentungsten.com 。





 sales@chinatungsten.com
sales@chinatungsten.com